16 May Motion Engineering keeping the flow
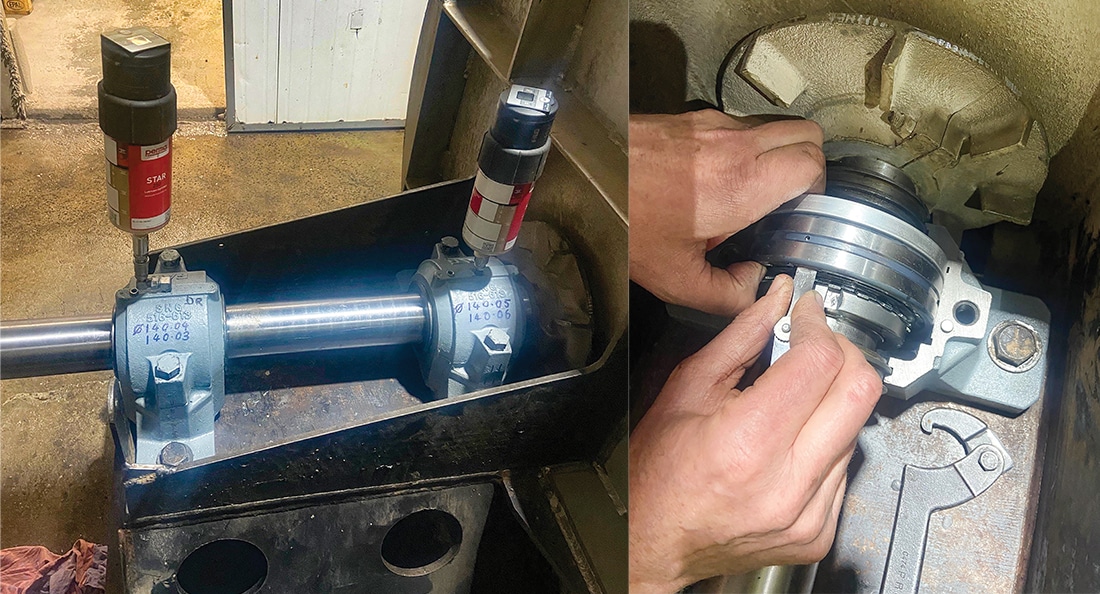
Daniel McEvoy, a Reliability Engineer at Motion's Specialised Engineering Services, has been working to ensure the optimal operation of machinery in wastewater plants for over ten years. One of his main responsibilities is to align equipment shafts, which is crucial in maintaining viable maintenance strategies...