20 Jun AIP for reliable mining and processing solutions
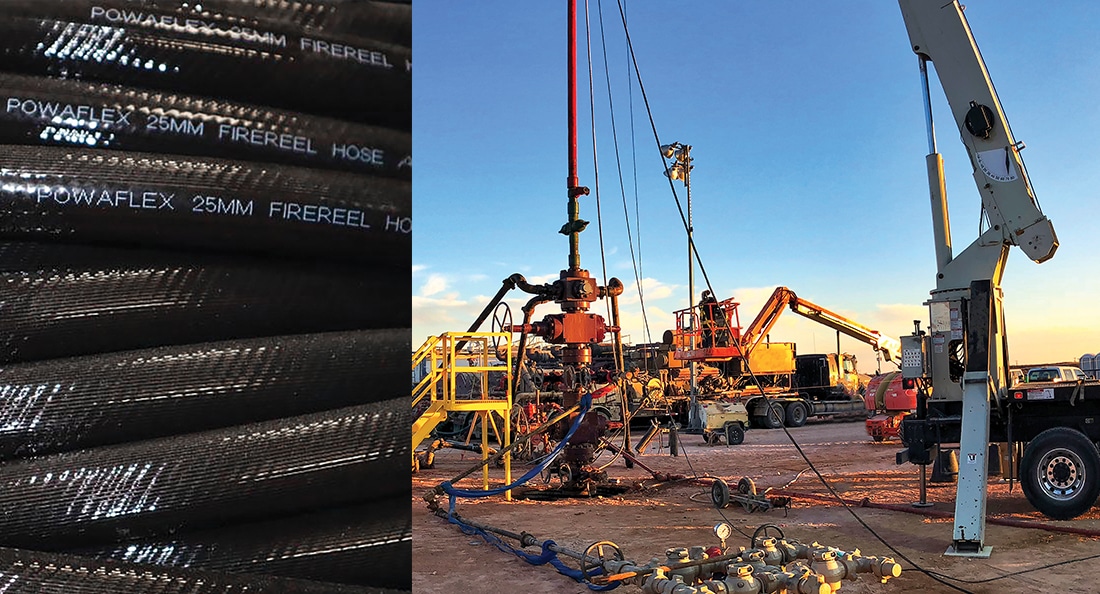
Troy Giggins, the Category Manager for Industrial Hoses at Advanced Industrial Products (AIP), highlights their extensive experience of over two decades in serving the mining and processing industry in Australia. “As one of the nation's leading suppliers of industrial hoses, valves, fittings, and associated products, AIP...